Chapter I
Introduction and Historical Background
1.1 THE EARLY 1900S: THE
THE 1920s: NEW STATISTICS IN MANUFACTURING
Just like
many students these days,
For, in
1925 and 1926,
1.2 “UNDERSTANDING VARIATION.”
Why is
that important? Well, let us consider when you buy a product, or a service, or
you are engaged in a service operation, or a manufacturing process, or
administrative process, etc.. Does it always work smoothly, the same way, take
the same amount of time – so that you can either do, or experience, a perfect
job? That would be very rare. Or does it work fine one day, but have nasty
surprises for you the next? That’s variation, or variability. Variation is nasty:
it makes things difficult, unpredictable, untrustworthy: bad Quality. Good
Quality is very much related to reliability, trustworthiness, no nasty
surprises. In a big way, bad Quality
means too much variation, good Quality means little variation.
And Shewhart’s
breakthrough in understanding variation ( for it was nothing less ) proved to
be the foundation stone of
And not
just for these statistical aspects of the Deming philosophy, but much else
besides, including
·
Systems thinking,
·
operational definitions ( i.e. defining
unambiguously how something is to be measured or assessed, and really getting
to grips with if and why it should be done that way ),
·
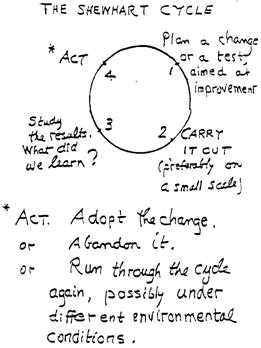
the famous improvement cycle: Plan – Do –
Study – Act (which many call the Deming Cycle but to which he always referred
as the Shewhart Cycle – as proof, here it is in his own handwriting); and much
more.
 To quote
Deming directly from his dedication in the 1980 reprint of Shewhart’s famous
1931 book: Economic Control of Quality
of Manufactured Product.(1) He refers to Shewhart there as
“the father of modern Quality control”, and Deming praised certain chapters of
that book as being “a masterpiece on the meaning of Quality”. He continued:
To quote
Deming directly from his dedication in the 1980 reprint of Shewhart’s famous
1931 book: Economic Control of Quality
of Manufactured Product.(1) He refers to Shewhart there as
“the father of modern Quality control”, and Deming praised certain chapters of
that book as being “a masterpiece on the meaning of Quality”. He continued:
“To
Shewhart, Quality control meant every activity and every technique that can contribute to better living...
His book emphasises the need for continual search for better knowledge about
materials, how they behave in manufacture, and how the product behaves in use.
Economic manufacture requires achievement of statistical control in the process
and statistical control of measurements. It
requires improvement of the process in every other feasible way.”
Even
today, I think you will agree that most people’s interpretation of the word
“Quality” is still hopelessly narrow and limited compared with Shewhart’s
understanding in his great book of nearly 70 years ago.
Now, we
need to know something of the circumstances in which Shewhart’s great
discoveries took place, for only then can we properly understand the prime
purpose of those discoveries. The sad, and costly, fact is that – despite the
amount of time which has elapsed – the true
purpose and hence the potential of
Shewhart’s work is still greatly undervalued.
The
Western Electric Company at that time was heavily involved in the development
of telephone technology and related equipment. They were investing massively to
increase their knowledge and ability. For some considerable time their
improvement efforts had paid handsome dividends. But gradually that improvement
activity began to “run out of steam”: it was achieving less and less. They were
still working as hard, if not harder than before, spending much money, time,
effort – every kind of resource – on trying to make things better.
Quoting a
fragment of the speech (2) which
“...the
harder they tried to achieve consistency and uniformity, the worse were the
effects. The more they tried to shrink variation, the larger it got. They were
naturally also interested in cutting costs. When any kind of error, mistake, or
accident occurred, they went to work on it to try to correct it. It was a noble
aim. There was only one little trouble-their worthy efforts did not work.
Things got worse...”
As he explained it just a little
later in the same speech:
“... they
were failing to understand the difference between common causes and special
causes, and that mixing them up makes things worse. ... Sure we don’t like
mistakes, complaints from customers, accidents – but if we weigh in at them
without understanding, then we make things worse.”
Not just fail to make them better,
but make them worse.
What
And so,
Shewhart created the tool called a control chart whose purpose was to provide
guidance for improvement. What kind of actions, and what kind of
interpretations of data, will help you improve? But there is a lot of bad
teaching around on this. To a lot of
people who know what control charts are and perhaps use them, this emphasis on
their use for improvement is still very new. Most people who use the
control chart at all use it for monitoring purposes, as a sort of early-warning
device. If all the data lie within two horizontal lines which are called the
control limits ( and are computed by simple formulas from data from the process
), and continue to stay there, all is regarded as being well, and people may
relax and think of other things. But if the process, says, start to wander in
some way, the control chart signals the onset of trouble, so that corrective
action may be taken before the trouble becomes too serious. This is how most
people use control charts.
Now, it
is not wrong to use the control chart in that way. Of course not. It works very
well in that early-warning role. But if
that is all the control chart is being used for , then you are missing out on
the main purpose for which Shewhart created it, which was to provide guidance
for the type of things to do which will lead to improvement, to making things
better – not to just keep things as they are, which is all the monitoring use
of the control chart provides – and all that it is intended to provide. To
merely maintain things as they are, or to improve: that’s the difference.
And that
is a major difference in purpose. Deming’s
life’s work was all about providing guidance for how to improve, to make things
better, and to stop doing things which cause harm and make things worse. Shewhart’s discovery of the two types of
variation and his creation and intended use of the control chart were the first
great steps on that long journey toward the Deming management philosophy ( or
theory, or approach – whatever you wish to call it ).
1930s - 1940s: NEW STATISTICS IN NON-MANUFACTURING
So, it
did all start in the 1920s with some new statistical thinking and methods in a
specifically manufacturing context. Regrettably, more than 70 years later, some
people still seem to think that that was all that Deming's work was about, and
all that it is relevant to. Nothing could be further from the truth. For one
thing, Deming was never employed in a manufacturing environment, except for his
holiday jobs at Western Electric. For his first permanent employment he joined
the United States Department of Agriculture ( which, I suppose, is
manufacturing, but of a rather different kind ). His appointment there was as a
Mathematical Physicist ( for that was the subject in which he was mainly
qualified ). Twelve years latter, in 1939, he was appointed Head Mathematician
and Adviser in Sampling at the National Bureau of the Census – again, hardly
manufacturing! His work there, particularly with the 1940 American census,
turned out to be supremely successful, and it was in that connection that he
first attracted some international attention. In fact his first visit to
1.3 1950s - 1960s: “THE THEORY OF
A SYSTEM, AND COOPERATION”
Remember that description of this
era: you will see in a moment where it comes from.
A second
visit to
“There you are. I told you so. This
Well , this is as far from the
truth as one can get .
“It is important that Japanese
management remain strong , not weakened and diluted by adoption of some of the
practices that are largely responsible for the decline of Western industry . It
is possible for a strong body to become infected , to become weak . Japanese
management has responsibilities to continue to be strong and not to pick up
infections from Western management” .
He continued....
”Is Japanese management to be
infected with the diseases of western management ? Rating people ? Japanese
management has an obligation to
He also said in a private
conversation with one of his friends that he did notice some of the wrong
practices being introduced in
So yes,
“Most of
the Japanese were in a servile spirit as the vanquished, and among Allied
personnel there were not a few with an air of importance [ which was something
of an understatement ]. In striking contrast,
Deming
treated the Japanese with warmth and respect and humanity. In a short piece of
film from post-war
“Japanese top management, and
anybody in
So what
did he teach them, to help them out of that crisis? Was it just statistics ( as
some claim )? Well , this is an entry in his diary, dated
“The
lectures are being held at the Japan Medical Association in Ochanomizu. ...
Over 600 men had applied, and the limit was finally overstrained to 230.
There you are: that is where the
title of this section comes from : his own diary. Deming was content, on this occasion and others, to leave the teaching
of statistics to assistants, while he concentrated on the really important
matters.
What did he mean by “the theory of a system, and
cooperation”? Here is an abbreviated version of his own seven-point summary of
his teaching in
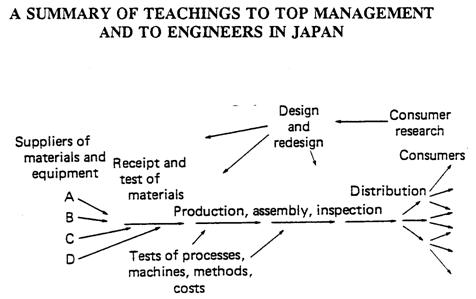
[ This first point was the famous flow diagram, his simple but profound
picture of an organisation viewed as a system. He regarded this as the most
important diagram he ever drew in his life. ]
It is often called the “Page 4” diagram, because that is where it
appears in his 1986 book: Out of the
Crisis. (5) Out of the Crisis is
a big, fat book! The fact that this appears so early indicates how fundamental
he considered it to be: right up front.
 It
is also well worth quoting from his final book: The New Economics for Industry, Government,
Education. A section (6) titled with the question: “What
ignited
It
is also well worth quoting from his final book: The New Economics for Industry, Government,
Education. A section (6) titled with the question: “What
ignited
The flow
diagram was the spark that in 1950 and onward turned
What is so special about the flow
diagram? Two main things . Firstly, it is an all-important horizontal view of
how the work needs to get done – what actually happens, and what needs to
happen – In an organisation, rather than the familiar vertical view, which is
just the power structure, the conventional organisation chart :
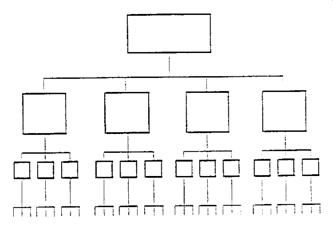
And it is a very neat perspective that this vertical structure is so
often obstructive to the horizontal flow. But it is that which is all-important
regarding what the organisation actually does. And secondly, whereas the doing
is represented by the arrows going from left to right in the flow diagram, the
organisation should be continually improving – because of the learning and
feedback represented by the arrows along the top going from right to left. And
the vertical structure can be pretty effective at getting in the way of that as
well!
So that is the big one. But now,
the other six of the seven points.
2.
Quality is determined by the management.
Outgoing Quality cannot be better than the intentions of the management. [so
often one heard him say, simply, “Quality
is made in the Boardroom”.]
3.
The
consumer is most important. What will help him in the future?
Strive for long-term relationships with your customers. [What
will help the consumer in the future – not just now? ...Strive for long-term
relationships.] The consumer was at the right side of the Page 4
diagram. At the left is the supplier –
who should be your partner, working together, long-term, in trust and cooperation.
Why? Not “just to be nice”. Supplier and customer will both be better off –
that's why:]
4. Your
supplier is your partner. Make him your partner. Work together on continual
improvement of Quality. Develop a
long-term relationship with a supplier in a spirit of mutual trust and
cooperation. Supplier and customer will both win.
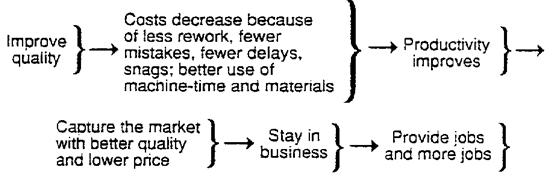
5. There
is a second famous diagram dating from 1950: the chain reaction. “Improve
Quality” (in the big sense in which Deming meant it) leads to “improve
productivity” leads to “expand”. Note
“jobs and more jobs”: he loathed unemployment – he saw it as such a waste of
humanity and human potential:
[Finally,]
6.
Need for trust and cooperation between
companies.
[and]
7.
Development of trust and respect.
The are
some common themes running through that list! And it's hardly just statistics.
And it's hardly just for manufacturing companies!
( The uncut version of
It is not
surprising that there should have been such a development of emphasis in
Deming's teachings. When you get into it, an inevitable consequence of
Shewhart's understanding of those two types of variation is that the great
majority of problems ( or, thinking positively, of opportunities for
improvement ) lie in the common causes – the system, as Deming called it. When something goes wrong, the fault rarely
lies in individuals. Looking round for a scapegoat, someone to blame, is
the last thing that management should do. The fault wholly or primarily lies in
the system: the environment, the circumstances, the working conditions, the
values, the “company culture” within which individuals live, work, try to
succeed, try to survive – yet so often it is that very culture which repeatedly
and consistently obstructs their aims and desires.
So
Deming's thinking, as a natural consequence of Shewhart's thinking, leads to a
vast change of emphasis from what is still commonplace in so much of modern
management – and indeed, even more sadly, of modern government. It is still
commonplace, often increasingly so ( and you know it ), to be focused on blame
or praise, punishment or reward, or judgment of the individual.. Deming had
already, half a century ago, come to realise that that focus is misplaced.
To
repeat, he had concluded that the vast majority of performance, behaviour,
results – whatever – comes from the system within which people live and work
rather than from the individuals themselves. And, if that is true, then of
course what can be achieved by such focus on judgment of the individual is
trivial compared with what can be achieved by focusing instead on improvement
of the system within which the individual works and lives. This, in large part,
explains why Deming was so critical of managing and judging – with reward and
punishment involved – related to the achievement ( or otherwise ) of numerical
targets and quotas and objectives and numerical goals. And of
performance-related pay and ranking and rating and league-tabling. It's a long
list: you could add more.
Now,
there is no time to get into those contentious issues here, and in fact it
would be irrelevant to try. Why? Because it would be putting the cart before
the horse ( which is either unproductive or dangerous, depending on whether you
are on the level or on a slope ).
It is time to move on. But to
where?
THE 1970s: ?
A question
mark. Because there is relatively little knowledge of what was happening with
Deming during this decade.
He was
still working very hard, lecturing regularly at the
It is believed ( and this would hardly be surprising in the
circumstances ) that during this time he suffered some depression.
Two particular evidences support that belief. First, when a group of about 30
people from the British Deming Association were having a Study Weekend with him
in 1988, they got him talking about his life. And he said a lot about the 1950s
and, to an extent, the 1960s. But when asked about what happened in the 1970s,
after a long pause he just muttered: “Oh, nothing much.” He just didn't want to
talk any more. The other evidence was when some of the music he had composed in
the mid-1970s was being performed by one of his friends in 1995 which can only be
described as deeply and distressingly unhappy. He obviously felt that the great
learning with which he could help the Western world, if only we would listen,
would die with him. He had reached that kind of age.
Thankfully, as we know, that was
not the case.
1.4 THE 1980s (FIRST HALF) : THE
WEST AWAKENS
Though
Japanese contacts, an American Chief Executive did at last discover Deming in
1979, and began to listen and learn. This was
“American industrialists who
watched the programme not only grasped more fully the enormity of the problems
that they were facing, but they also realised that answers were available.
Perhaps more importantly,
( and, she might have added, the
lives of countless others ).
Here is a transcript of
several short extracts from “If Japan Can, Why Can't We?”
We have said several times that much of what the
Japanese are doing we taught them to do. And the man who did most of the
teaching is
And of course our major supplier of copier machines
was a Japanese company. And so we saw the advantages of how many things the
Japanese companies were doing And we heard about
They realised that the gains that you get by
statistical methods are gains that you get without new machinery, without new
people. Anybody can produce Quality if he lowers his production rate. That is
not what I am talking about. Statistical thinking and statistical methods are
to Japanese production workers, foremen, and all the way through the company, a
second language. In statistical control you have a reproducible product hour
after hour, day after day. And see how comforting that is to management: they
now know what they can produce, they know what their costs are going to be.
Many of these programmes on statistics have died in
American companies because they didn't get the top management support. Now, why
top management does not believe that this is the way the Japanese have improved
their industry over the last 30 years I don't know.
I think that people here expect miracles. American
management thinks that they can just copy from
But one part of Deming's program is not likely to
please them. He insists that management causes 85% of all the problems.
I ask people in management what proportion of this
problem arises from your production worker. And the answer is always: All of
it! That's absolutely wrong. There's nobody that comes out of a
Now, compared
with what has been discussed concerning Deming's teaching in Japan 30 years
earlier, you may have noticed a strangely narrow emphasis in those extracts :
he was mainly back to just talking about statistical methods in a manufacturing
context again – just where things had been 55 years earlier! Several years
later, when people had begun to appreciate the much greater breadth and depth
of his teaching, he was asked why he had reverted to such a narrow focus in
that TV programme. He said :
“Because,
I thought that, at the time, that was all that people would be able to take.”
He had
judged that his American audience would not be able to stomach what he had been
teaching the Japanese 30 years earlier: he had to take things more carefully
with them. Some new statistics in manufacturing : yes, perhaps Westerners could
cope with that. He was deliberately
using that narrow focus as a “thin end of the wedge”, hoping that, having made
that start, the breadth and depth could grow.
But,
however hard he tried to contain himself, his frustration with American
management would often come to the boil. It was now more than 30 years since
the “Japanese miracle” had begun, and the Americans were still so wrong and
still so slow to learn. His final words on Encyclopaedia Britannia's video:
Management's Five Deadly Diseases (released in 1984) were :
“With a storehouse of unemployed
people – some willing to work, a lot of them willing to work, with skills,
knowledge, willingness to work; and people in management unable to work through
the merit system, annual rating of performance, not able to deliver what
they're capable of delivering. When you think of all the under-use, abuse, and
misuse of the people of this country, this may be the world's most
underdeveloped nation. Number One – we did it again! We're Number One – for
underdevelopment. Our people not used, mismanaged, misused, and abused, and
under-used by management that worships sacred cows : a style of management that
was never right, but made good fortune for this country between 1950 and 1968
because the rest of the world, so much of it, was devastated. You couldn't go
wrong, no matter what you did. Those days are over, and they've been over a
long time. It's about time for American management to wake up!”
THE 1980s (SECOND HALF): A NEW CLIMATE
By the
late 1980s, Deming's teaching had indeed greatly broadened and deepened. “A New
Climate” was the phrase which repeatedly came to my mind. He was now strongly
emphasising “Cooperation: Win-Win”, as he coined the phrase ( just as in Japan
35 years earlier ) – not cooperation for
some sacrificial, magnanimous, altruistic purpose but simply so that all
concerned could gain, and be better off in all respects than if they carried on
in the old mode of conflict and destructive competition.
And, in a
world which is changing ever-faster, he spoke increasingly of the need not just
for improvement but for innovation – in process, in product, in service. How
right. And so he would study the kind of management climate in which innovation
could flourish. Rather obviously, it would not be the familiar climate of
management by fear, conformance, “right first time”, punishment if anything
goes wrong. Most innovation does go wrong, but if management cannot accept
wrong innovation, they won't get right innovation either.
And for a
third strong feature of the “New Climate”, here are Dr. Deming's opening words
in Central ITV's “Doctor's Orders.” Before he'd been speaking for even 30
seconds, Deming had come up with what was, to many people, a somewhat
unexpected view of the “job of management”:
“Just think what this country could
be – think what
A new climate indeed!
But he
knew he was dying. And consciously or
unconsciously he knew he must try to develop something which would help those
who live after him to understand and continue to develop his life's work.
It was toward the end of 1989 that we first heard this extraordinary phrase :
1.5 1990-1993: A SYSTEM OF
PROFOUND KNOWLEDGE
 Extraordinary,
yes – but accurate. This was his attempt, sometimes only with the wisdom of
hindsight, to summarise the guts, the core, the essence of his whole life's
work. His work is to do with knowledge, understanding, learning – no kidding!
And it is profound, it is deep – It's not superficial. And its implications are
profound. And it is a system – in an exactly analogous way to how he wanted us
to consider organisations as systems: i.e. containing many, many components,
but with its strength lying in the understanding of how all those components
fit together, how they interlink, how they are interdependent, how they integrate.
Extraordinary,
yes – but accurate. This was his attempt, sometimes only with the wisdom of
hindsight, to summarise the guts, the core, the essence of his whole life's
work. His work is to do with knowledge, understanding, learning – no kidding!
And it is profound, it is deep – It's not superficial. And its implications are
profound. And it is a system – in an exactly analogous way to how he wanted us
to consider organisations as systems: i.e. containing many, many components,
but with its strength lying in the understanding of how all those components
fit together, how they interlink, how they are interdependent, how they integrate.
One has not begun to comprehend the
Deming philosophy of management until that integrated nature of his work
becomes predominant in the way that one thinks of it and understands it.
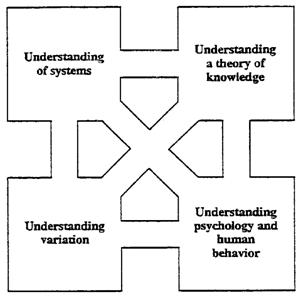
Following
is the representation of Deming's System of Profound Knowledge, constructed by
(
The System of Profound Knowledge is
comprised of the four major parts:
·
Appreciation of a System ( as described
here );
·
Theory of Variation ( right back to where
it all started with Shewhart's breakthrough so long ago );
·
Theory of Knowledge ( how do we know
things, how do we learn things, how do we improve that learning and knowledge? );
·
Psychology ( the understanding of people
and the way that they interact with all that surrounds them ).
This is a
very human philosophy. And what is so good about Peter's
representation is that it illustrates so well that not only are the four parts
so important in their own right: again
the strength of this system is the way that those parts interlink,
inter-relate, and inter-depend. This is a rich legacy.
In winter
of 1992 , his friends
W.
There was
a lot of excitement in Quality management circles when
Poignantly
enough, as December 1993 was also the month when
Question :
You've been very successful in attracting people to
these seminars. Isn't that
encouraging to you?
I don't know why it should be. I want to see what
they're going to do. It will take years.
Right again! And so, finally, what
of ...
1994 and onward: THE FUTURE
As the
world grows even more complex and often more cruel, and as technology
increasingly provides opportunities to do greater good but, if misused, can
also do greater harm, do we not increasingly need the help of the Deming
philosophy – Its values, its principles, its logic, its practical guidance? If
you feel interested by what you have learned in this short summary, you can
examine and study further
Different
Deming related bodies are promulgating the Deming Philosophy all over the world
. Since
·
W Edwards Deming Institute –
·
The British Deming Forum –
·
The Swiss Deming Institute –
·
The French Deming Association –
·
The Russian Deming Association –
·
The Deming Forum (
Finally ,
the transcription of a very moving account of an incident in
In finishing, I'd like to talk about
the last time I saw
He had a big oxygen tank on his
belt, and they were pumping oxygen into his nose. And he did this seminar all day Tuesday, all
day Wednesday, all day Thursday. Friday
was the fourth and final day there in
One of the seminar participants came
up to him and said: "
Chapter 2:
Quality and Management
2.1. What is Quality
The Right Quality and Uniformity
are foundations of Commerce , Prosperity and Peace.......
These
are the words inscribed on the Deming Prize which is the most coveted prize in
Japanese Industry ( and maybe the world ) for Quality .
Quality
to different people means different things .
But he
made an attempt to define Quality in his classic The New Economics . Here , as
early as on page 2 , he deals with the question “What is Quality ?” . He then
says
“A product or a service
possesses Quality if it helps somebody and enjoys a good and sustainable
market. Trade depends on Quality.”
Further in Out Of The Crisis on
page 26 he says
“Your Customers….need your statement of constancy of
purpose – your intention to stay in business by providing product and service
that will help man to live better and which will have a market” .
“constancy of purpose to
help man live better materially”………and
If you
combine these three statements made by
“A product or a service
possesses Quality if it helps someone live better materially and / or otherwise
and enjoys a good and sustainable market” .
Let
us now analyse this definition part by part .
Starting
with the words “helps someone live better” .
In
the early seventies , when Harvard Business School was completing 50 years of
existence , they had sent out letters to all prominent management theorists
in the field to say a few “kind” words
about the science of managing which they were planning to put in a souvenir
they were releasing to celebrate the occasion .
One
such letter was sent to
“Business is...creating
Value / Satisfaction.....at a profit”...
Nothing is further from the truth .
Not only are all the words important but also the sequence is important . If
we’re only creating value without profits..then we are running like a
charitable organisation . If we focus only on creating profits with out value –
then the best thing to do is to loot a
bank .
The point here is we need to create
value or something of value . In other words we need to help create something ( a
product or a service ) that will help someone live better . Again the choice of
the word better is to say most appropriate . Better being a relative term would
imply that no matter how good something can get...or even if it is the best by comparison...it could always get “better”
.
He
used to describe what he called the Four Prongs of Quality :
·
Innovation of existing Product / Service
·
Innovation of existing Process
·
Improvement of existing Product / Service
·
Improvement of existing Process
His
entire Management philosophy centred around creating an environment that was
conducive to these four prongs of Quality .
In
the book “Out of the Crisis” he describes what he calls as the three corners of
Quality as shown in the figure below :
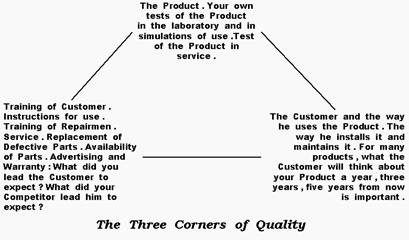
The same logic can be applied to Service as well . The origins of
2.2
The
first ever text on the subject of Quality dates back to 1917 – where an
Industrial Engineer by the name of
Characteristics
or combination of characteristics that distinguishes one article from
another...
·
a set of characteristics
Here
Shewhart describes Quality as a combination of different characteristics that
give an entity it’s identity . In other words these are a set of
characteristics that can be expressed in terms of certain measures and exist
independent of any observer . In other words – this is objective Quality .
·
as an attribute
This
was an extension of the previous description of Quality . Here Shewhart related
Quality to specifications and tolerances . He said that in these cases , those
products that met with the specifications and whose measures lay within the
tolerance values were said to be conforming or possess a positive attribute –
whereas those products that did not meet the specifications or whose measures
lay outside the tolerances were said to be non-conforming or possessing a
negative attribute .
·
as a distribution function
Here
we see Shewhart extending the previous description of Quality and expressing it
in terms of statistics . He said that the measures of Quality could be
expressed in terms of their Averages , skew ness and dispersions about the
nominal value assigned to the characteristic .
·
as a set of values
All
the previous descriptions related to the objective dimensions of Quality – that
is a set of measures that describe an entity independent of the observer . But
the fourth dimension of Quality deals with the subjective side of Quality . He
said that this was the most difficult way to describe and define Quality . He
brought out four kinds of value that relate to an entity – these are
·
Use
·
Cost
·
Esteem
·
Exchange
He
said that there are no measures for such values – but it is the job of every
manufacturer to determine these four kinds of value and understand them from
the viewpoint of the observer . It is this understanding that would later
translate into objective values which can then be met to satisfy the user of
the product .
Looking
at the above discussion – the definitions of Quality given in today’s world
seem hopelessly limited . Finally to end this discussion here is what
Quality
aimed at , to meet the needs of the consumer , must be stated in terms of
specified Quality characteristics that can be measured . It is necessary to
predict what Quality – characteristics of a product will produce satisfaction
in use .
Quality
, however , to the consumer , is not a set of specifications . The
Quality of any product is interaction between the product , the user , his
expectations , and the service that he can get in case the product fails or
requires maintenance .
The
needs of the consumer are in continual change . So are materials , methods of
manufacture , and products .
Quality
of a product does not necessarily mean high Quality . It means continual improvement
of the process , so that the consumer may depend on the uniformity
of the product and purchase it at low cost .
In
other words
·
Quality should be defined with reference to the needs of the
internal and external customers in operational terms (operational definitions).
·
Important ingredients of Quality are uniformity( i.e.
reduced variability ), pride and joy in work, job security, reliability( reduced
time before failure ) and above all customer satisfaction.
·
Quality should not be confused with product category,
preference, technology / features, back-up systems / over-design or mere
conformance to standards.
·
Quality means going much beyond conformance to
specifications or standards towards continual, never-ending improvement and
innovation for customer delight which creates loyal customers.
2.3 Quality
as a Management Strategy – History
When
It all seemed very simple . Profits are important – but only profits
aren’t everything . Just like eating is important – but only eating is not
living . So I told them to channel their efforts towards putting out better
product that would meet the needs of the Customer , to further study why the
users have bought the product and why the non users have not bought the product
and carry out the whole cycle of operations again...and again ...and again...
He
then predicted that if the Japanese did what he told them , they would capture
the markets in five years . They beat his prediction – it took them only four .
Why
does an organisation need to centre its activities on the concept of Quality ?
Isn’t quantity a measure of superiority? The bigger the number is – the
superior the entity is . In America , the
more productive a
company was in
terms of numbers , the
higher it rose
in the industrial
world and the
share markets . In
other words , the customers
did not figure
in an organisation’s
reason for success . But there
was a reason
this happened in
North America .
After the
end of the
World War II , the
country that was
least affected was
America . The world was
in need of
products and America
responded to this
“call” by dishing
out products in
large numbers and
the customers all
over the world
lapped them up
for want of
choice . But half a
world away – in Japan , the
Japanese businessmen were
redefining the very
foundation of businesses . They turned
their focus from
numbers to customer
requirements ( Quality ) .
The Japanese
were destroyed after
the war . They lost
all the territories
they once ruled
over , and as a
result of this
they lost their
suppliers of natural
resources . They did not
have any of
their own , the only
way they could
obtain any was
by exporting Quality
goods and asking
for food grains ,etc. in
return . They had to
maintain the superiority
in product Quality
and as a
result of this ,
their customer focus
increased resulting in a
vicious circle of
improvement . Thus a new
economic age had
begun .
During the
Industrial Revolution ,
Taylorism was at
its peak . Taylorism – a term
that was coined
after the man
who pioneered this
style of management – Fredrick Winslow
Taylor – was a style
of management in
which planning was
separated from execution . Here engineers
were employed who would carry
out “time and motion
studies” and determine
the "one best
way" to carry
out operations to
complete the job
in the fastest
possible way . This made
the engineers decide
how much work
could be done
in an hour , which
made them calculate
how much work
could be done
in eight hours - the
time span for
a single working
day .
This
led to working
with targets . This also
meant that the
worker did not
need to use his mind
when working – he / she has
just to “follow instructions”
blindly and this
would make his
bosses happy . Work was
broken down into
different tasks . There existed
a “boss” who was in
charge of the
workers who performed
different tasks . There then
was a manager
who was in
charge of getting
the different works
done from the
different “bosses” . There then
was a Vice – President who
was in charge
of the different
Managers and so on
. This gave rise to an hierarchy in the organisation . In this
hierarchy , no one really
was answerable to
the customer . The President ( now CEO )
of the company
set targets for
the company in
numbers for the
given financial year . These
used to be
broken down into
numbers for the
months by the
Vice – President ; further
broken down into
numbers for the
week by the
Managers ; further broken down
into numbers for
the day by
the bosses .
All this
was a very
successful way of
achieving the targets
in numbers . The customer requirements
were not of
prime importance at
that period of
time . Even if they
were looked into , it
was purely incidental
and not systematic . The customer requirements
were not communicated precisely top down . Even
if they were , the
problems encountered on
the factory floor
in meeting these
requirements were totally
ignored by the
bosses . This resulted
in meeting numerical targets
but the resources
needed to produce
those numbers were
enormous and not
in the right
proportion . Since the
objectives were being
met , nobody really paid
much attention to
this inefficiency . In other
words , since after World War II
, the American companies
were in a
state of monopoly
they didn't
realise that they
were successful in
spite of their
faulty methods not
because of them !
When the
Japanese laid stress
on the customer
as the foundation
of a business , the whole
scenario changed . As against
in an hierarchical
organisation where the
information would flow top
down , information instead
started flowing horizontally
across the entire
organisation . All the concerned
departments were involved
and all of
them were aligned
towards the customer . Marketing department
personnel would carryout
a detailed study
on consumer requirement / feedback and
feed their findings
to the Design
and Development Department
which would either
create a new
design or improve
the existing one
to match / exceed the
customer requirements . The important
thing was that
the different departments
worked together to create this
product / service . The new
philosophy of constantly
and forever improving
was slowly replacing
the old philosophy
of “ If it
ain’t broke….don’t fix it
! ”
This
prompted the Japanese
to constantly improve
their processes , which resulted
in greater efficiency , lesser scrap , lesser rework , lesser costs . The Japanese
improved to the
extent that they
could produce goods
cheaper , better , and
faster than any
other industrial nation
in the world .
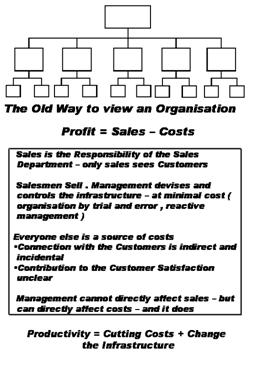
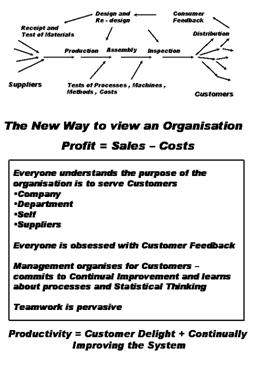
The
two figures below illustrate the difference in the hierarchical approach to
managing a business against a systems approach centred on Quality .
2.4 Process Efficiency and
Effectiveness
As is evident from above ,
Efficiency – a measure of Inputs
Let us consider two processes A and B .
Both are identical processes in terms of the output they produce . However , A
is 95 % efficient and B is 70 % efficient . So , in effect , in order to obtain
100 ( output ) from process A we would need to use
100 / 0.95 = 105.3
i.e. 5.3 % extra inputs .
However in order to obtain 100 from process
B we would need to use
100 / 0.7 = 142.9
i.e. 42.9 % extra inputs .
So in effect we would get the same output
from both processes – but the inputs would be way out of scale . Very often
this aspect is ignored by most managers . The famous exhortation – get the job
done no matter what – makes employees resort to using resources in the most
wasteful ways thus escalating costs .
The method he professes to understand
processes is “Understanding Variation” and the tool he professes for
understanding processes the famous Shewhart Control Chart . In recent times
this is being referred to as a Process Behaviour Chart or System Performance
Chart .
Those infected with the virus of
inspection to obtain Quality are missing out on the real benefits of improving
processes .
Appreciation
of the limitations of and the harmful practices associated with inspection.
· Limitations of inspection.
a)
It is too late. You
cannot inspect Quality into a product /service.
b)
By itself it does not reduce defects and does not result in
improvement.
c)
Adds to cost—cost of inspection and cost of defectives.
d)
Does not catch problems built into the system, e.g.
inadequate specifications.
· Harmful practices
associated with inspection.
a) Multiple inspections—Each considers the
other as a “back-up” and none considers himself responsible. It is also
de-motivating and demoralising for the employee.
b)
Rewarding inspectors
for defects.
c)
Different results with different inspectors—the inspection
process itself being “out of control”.
d)
Carrying out analysis of “each and every defect” and taking
individual action on the basis of the same. This means mistaking common causes
for special causes and amounts to tampering, which often makes things worse.
2.5. Introduction to Understanding Variation.
In
the early 1920s Shewhart had a worked with Western Electric and then moved on
to the Bell Telephone Laboratories,
Variation is present in
every process. In fact no two products are alike because any process contains
many sources ( causes ) of variation.
When we say that two things are alike we actually mean that the system of
measurement we use is not sensitive enough to distinguish a difference or the
difference exists but is of no practical importance.
This variation present is
of two types .
·
Controlled variation – Variation present due to
inherent properties of the process : the way it has been designed, built and
setup, the way people have been trained to work on it and so on.
·
Uncontrolled
variation – Variation present due to sources outside the process, which prevent
it from performing as well as it could if it were so permitted.
However , what Shewhart
said further was of even greater importance – he said that controlled variation
was caused by a multiple amount of random causes acting simultaneously where no
single cause would be predominant . That
meant that you could not assign a particular cause for any variation observed
when the variation was controlled within certain limits . He then added that
uncontrolled variation was caused by causes alien to the process or outside
causes . The variation observed could be attributed to a single cause which was
dominant .
He coined terms for these
two types of causes of variation :
·
Controlled
variation – caused by Random Causes and
·
Uncontrolled
variation – caused by Assignable causes
·
Random Causes –
Common Causes
·
Assignable
Causes – Special Causes
As a corollary , Shewhart
came to the conclusion that there were two types of mistakes committed by process
owners :
a)
Treating a fault, complaint, mistake or accident as if it
came from a special cause when in fact there was nothing special at all about
it—it came from the system i.e. from random variation due to common causes.
b)
Treating any of the above as if it came from a common cause
when in fact it was due to a special cause.
Shewhart
came to the conclusion that the above mistakes lay at the root of the problem
referred to him. Western Electric was failing to understand the difference
between common and special causes and that mixing them up was making things
worse.
He
devised a tool to help distinguish between these two types of variation . He
called this the control chart . The control chart is a real time chart that
contains three lines – one depicting the average of the measures being studied
, the other two lines are the limit lines drawn on either side of the average
line . When observations lie within the limit lines , he said that it was not
necessary to take any action on the process .
however , if any observations lay outside these lines , these points
warrant special attention .
Although
Shewhart invented this tool for manufacturing processes ,
·
He said that
the responsibility to identify and remove special causes of variation lay with
the owners of the process – those working on the processes on a day to day
basis – and that normally these special causes of variation constituted 6 % of
the total causes of any variation in any
process .
But removal of these causes of variation is by no means improvement of
the process – instead it is merely bringing the process to a state at which it
should have been operating in the first place .
·
In contrast the
responsibility to identify and remove – or more correctly – reduce the effect
of – the common causes of variation lay with management . Normally these causes
of variation constitute 94 % of the total variation in any process .
Reduction of the effect of these causes or removal of these causes
results in improvement of the process .
As a further corollary he
stated his now famous statement :
“Management are responsible for 94 % of the problems in any organisation”
The pivotal role that
knowledge of Variation plays in the Deming Philosophy is evident from his
following statement:
“If I had to reduce my message for management to just a few words I would
say it all had to do with reducing variation.”
2.6. Why
are conformance to specifications not enough ? or
Why is reducing variation analogous to
increasing Quality ?
We generally follow the 'specification approach to
quality' which is illustrated below :
In this approach:
- All values within specifications are
considered to be equally good, i.e o.k.
- All values outside specifications are
bad or not o.k
- Action for improvement in quality is
called for only if the values are outside specifications---as long as the
values are within specifications, the approach is to 'sit back and relax'.
This approach is not based on reality and is harmful
because:
- It does not take into account the
reality that quality varies continuously over the whole range of possible
values. It proceeds on the assumption that there is a sudden change in
quality at the lower and upper specification limits.
- It alternates between 'panic' (if
outside the specifications) and 'benign neglect' (if within the
specifications) and there is no effort to continuously improve quality
towards the nominal or 'best' value.
- The approach is thus antithetical to
continuous improvement.
- Since action for improvement is taken
only when the values go beyond specification limits, chances are that
there could be many instances of values very near but within the limits.
Again, there would be 'bright chances' of at least some of these values
going beyond the limits either due to 'chance combination of multiple
factors' or due to even relatively minor 'special causes'. Hence with this
approach percentage rejects are bound to be high!
The alternative approach and it's benefits.
The alternative approach advocated by
LSL
USL
Nominal
|
LSL |
|
USL |
|
Nominal |
LSL: Lower
Specification Limit USL:
Upper Specification Limit
The above approach is superior to
the conventional specification approach in the following ways:
- It tells us that there is a loss as
long as the relevant parameter is away from the nominal or best value even
though it may be within the specification limits. The message is that one
should work continuously towards the nominal even when results are within
specification limits. This is in contrast to the specification approach
which gives us the message to 'sit back and relax' when results are within
specification limits---there being 'no loss'. Thus, while the alternative approach guides and helps us to bring
about continuous improvement, the specification approach is a major
obstacle (to continuous improvement).
- In the alternative approach, as a result
of efforts to continuously improve towards the nominal, the values of the
parameter are kept within much narrower limits than the specification
limits. As a consequence, even if special causes enter the system, the
chances of the values exceeding specification limits are much less with
the alternative approach than if the specification approach is followed. This reduces rejections, rework and
warranty costs and ensures smoother, hassle free operations with lesser
need for work stoppages.
- The alternative approach enhances pride and joy in work due
to lesser variations and more uniformity of work.
- Continuous effort to improve
processes for reducing variations also enhances knowledge of processes. As a consequence the chances
of ever going seriously wrong reduce, resulting in huge savings.
- The alternative approach takes into account the reality of
'variations' whereas the specification ignores this important aspect
of 'the real world'.
Continuous improvement of systems, methods,
practices, procedures and processes in place of the present approach for
improving quality of work and reducing the level of accidents, failures,
unusual occurrences, mistakes etc.; the present approach being :
·
Fixing
responsibility, punishing individuals and other individual action.
·
Reliance on inspection / multiple inspection
for improving quality of product / service.
The present approach has serious adverse effects on employee morale
and performance in the following ways :
·
Awards & punishments very
often cause resentment & demoralise people because in most cases the
persons rewarded or punished have not done any thing significantly different
from others – the ‘results’ being, in most cases due to chance combination of a
multiplicity of factors i.e. Common Causes. Punishment, particularly for
accidents, also results in people hiding facts & not admitting faults.
·
Fear of punishment for unusual
occurrences leads people to actions to avoid such occurrences at all costs,
often at the cost of safety, quality & productivity. Fear of being held
responsible for loss of punctuality is a glaring example. For a TXR, who has to
take a decision whether to allow a coach with a certain defect to run on line
or not, the fear of being held responsible for a punctuality loss is a distinct
& near probability while an accident is a remote possibility. So, he
decides to allow the train to move, believing that the remote possibility of an
accident will not occur!
Individual action is often harmful
for the organisation because of the following reasons :
·
If the problem is due to a
'common cause', system changes are required for bringing about real improvement. Individual
action in such cases is 'tampering' and
often makes matters worse.
·
After having
taken 'individual action', managers get a false sense of satisfaction that they
have 'done their job'. They thereby miss the opportunity for improvement which
is available if one takes a closer look and studies the existing systems,
procedures and practices.
Reliance on inspection /multiple inspection is
harmful because:
· Inspection
is too late--you cannot 'inspect' quality into the product / service, as
the defects have already occurred.
Inspection can only help identify the defects.
· For
the above reason, inspection is not the route to quality. Since over 95% of
defects / problems are due to common causes, it is process / system improvement
which is the route to quality.
· Multiple
inspections result in dilution of responsibility – each 'layer' of inspecting
officials considers the layer above as a 'back-up'; none considers himself
responsible!
· It
is demeaning for any 'worker' to have his / her work inspected upon by a number
of people. It lowers his / her prestige and reduces pride and joy in work. The
natural consequence of reduced pride in work is poorer quality.
In the alternative approach continuous improvement
of systems and processes is brought about by:
a) Making continuous improvement a way of life.
How does
this happen?
This happens by:
·
Improved
understanding of the reality, changes in belief systems and attitudes brought
about by 'profound knowledge'. For example, knowledge of
variations leads to the conviction that reality is not made up of right &
wrong, good & bad, o.k. and not o.k., but comprises of a continuous
gradation of quality from one end of the spectrum of possibilities to the
other.
·
Seeking
out problems – welcoming them as opportunities for improvement.
This
is in contrast to the conventional approach in which problems are not welcomed
at all but considered as something which better not exist! Similarly complaints
are also welcomed as opportunities for improvement. This approach helps to 'nip
them in the bud' and tackles problems much before they have assumed alarming
proportions.
In fact the
definition of a problem is itself widened to include any aspect of working in which one can identify definite
scope for improvement.
·
Change from 'result-orientation' to 'process orientation'.
c) Understanding of systems &
process and use of flow charts.
Working
on the system with an understanding of
systems and processes is important for bringing about system improvements.
For arriving at a deep understanding of the system / process one must know: What are the inputs?
What are the outputs? How do the inputs influence the process and the outputs?
How are the outputs influenced by the process and by the inputs
What should management do?
·
In order to encourage process thinking, breaking down barriers between departments
is very important. A practical way of doing this is for people of different
departments to get together and list out
the inputs and outputs of the process. This simple exercise itself can lead
to a much better understanding of the process and help in bringing about
improvement.
·
Flow
charts help in understanding the system. The very exercise
of constructing a valid flow chart
leads straightaway to some improvement. ('Valid' here means what actually
happens, not what is supposed to happen!)
·
Whether in the form of flow charts or textual, a system does
need to be documented to indicate
what actually happens. If a system cannot be written down it probably does not
exist!
·
Management must avoid the danger of sub-optimisation. This danger arises when
attempts are made to improve the system by making changes without considering the ramifications of such changes on all the
outputs.
To avoid
this danger, management must encourage
communication and co- operation
between the component sub-processes of a system so that there is knowledge of the inter-relationships
between all the components of the system and everybody that works in it. This
is important because of the interdependence
between components of a system.